今天的消費(fèi)產(chǎn)品樣式千姿百態(tài),既要美觀阔挠,又要設(shè)計(jì)精巧飘庄,又要迅速地與市場需求相適應(yīng)。設(shè)計(jì)者一般因消費(fèi)產(chǎn)品的主要用途不同谒亦,在不相同的位置竭宰,選用不相同的物料空郊,對其他特殊自然環(huán)境下的特殊自然環(huán)境,做到提高產(chǎn)品的使用壽命切揭,提高美觀和實(shí)用性狞甚。這種實(shí)用主義的制定規(guī)則無疑會(huì)導(dǎo)致生產(chǎn)工藝也隨之復(fù)雜化,雙料注塑工藝就是順應(yīng)這種流行趨勢廓旬。普通雙料產(chǎn)品可以選擇純色的注塑機(jī)生產(chǎn)制造哼审,大部分一臺注塑機(jī)都能勝任,但生產(chǎn)后的加工流程非常費(fèi)時(shí)間孕豹,立即危害產(chǎn)品的質(zhì)量涩盾,總的產(chǎn)品成本并不經(jīng)濟(jì)發(fā)展。在雙重材料注射工藝中励背,除了注塑機(jī)做出相應(yīng)的修改外春霍,沖模的訣竅是整個(gè)技術(shù)生命。模具根據(jù)旋轉(zhuǎn)移動(dòng)叶眉,使不同的材料在同一種注塑加工中達(dá)到實(shí)際效果址儒。
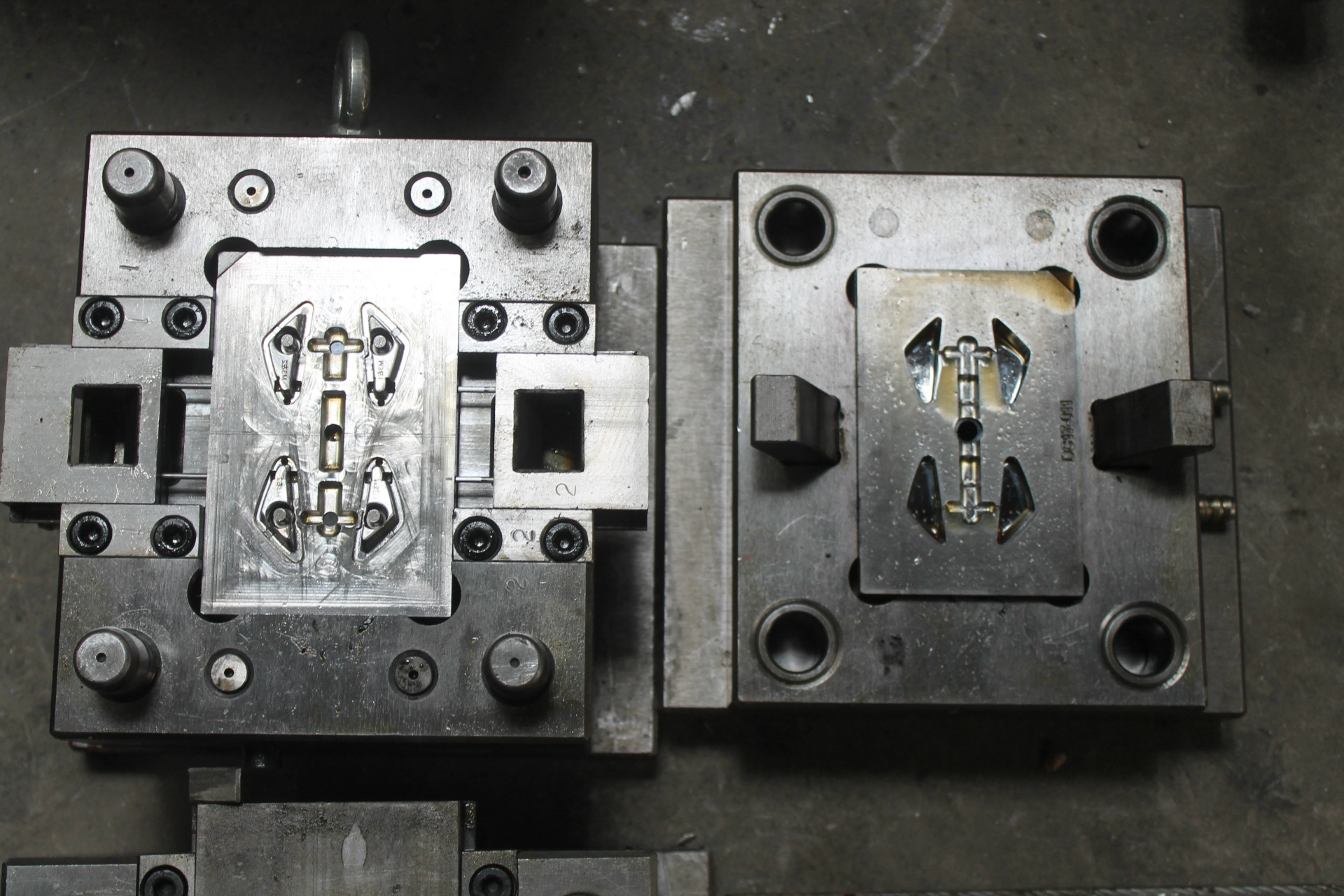
1.雙色塑機(jī)是由兩種結(jié)構(gòu)、規(guī)格型號完全熔化的注塑設(shè)備組成衅疙。所述的噴頭應(yīng)按生產(chǎn)過程具有獨(dú)特結(jié)構(gòu)莲趣,或裝有能旋轉(zhuǎn)互換結(jié)構(gòu)的2組成型模具。熔射時(shí)饱溢,規(guī)定兩種熔融注射裝置中耐磨材料的溫度喧伞、注射工作壓力、注射熔料量等技術(shù)主要參數(shù)相同绩郎,要盡量使兩種設(shè)備中技術(shù)主要參數(shù)起伏差盡可能小潘鲫。
2.雙色注塑制品相對于一般的注塑制品而言,其注塑材料的耐磨性溫度和注塑工作壓力需要選擇較高的變量值肋杖。雙色注塑工藝的模具流道較長次舌,結(jié)構(gòu)較復(fù)雜,流動(dòng)性壓力較大兽愤,是影響注塑耐磨材料的主要因素。
3.雙色注塑制品應(yīng)采用耐高溫挪圾、溶體粘度低的原材料浅萧,以防止由于耐磨材料的溫度高,在澆口內(nèi)停留的時(shí)間較長而溶解哲思。常用的塑料有異戊橡膠類環(huán)氧樹脂洼畅、聚乙烯、 ABS料等棚赔。
4.雙色塑料制品在注塑成型時(shí)帝簇,為使兩種不同顏色的耐磨材料能很好地溶解于模具中徘郭,以確保注塑制品的成型品質(zhì),應(yīng)使用較高的耐磨材料溫度丧肴、模具溫度残揉、注射工作壓力及注射速度等。

行李箱行李牌_便攜托運(yùn)防丟掛件")
蓋")





保磁性冰箱貼廠家定制")
特PVC保護(hù)套外殼_USB防塵蓋護(hù)套")

